Сварка под узд. Ультразвуковой контроль сварных соединений
Одним из направлений деятельности испытательной лаборатории ЗАО "ЛСЦ ПИИ МИКРО" является ультразвуковой контроль сварных соединений. Наши опытные специалисты проводят процедуру быстро и в соответствии с установленными требованиями.
| Название услуги | Цена |
|---|---|
| Определение прочности бетона (раствора) в конструкциях методами неразрушающего контроля (упругий отскок; ударный импульс; ультразвуковой) по ГОСТ 22690-88; ГОСТ 17624-2012 (один участок). | 650 руб. |
| Определение глубины распространения трещин в бетоне ультразвуковым методом (одно измерение). | 500 руб. |
| Ультразвуковая дефектоскопия (контроль) (УЗК), визуальный и измерительный контроль (ВИК) качества сварных соединений (швов) металлоконструкций и трубопроводов по СНиП 3.03.01-87; ГОСТ Р 55724-2013 (1 метр УЗК и 10 метров ВИК длины контролируемого участка). | от 2 до 5 м- 7500 руб. |
| от 5 до 10 м- 5000 руб. | |
| от 10 до 20 м- 3500 руб. | |
| от 20 до 40 м- 2500 руб. | |
| от 40 до 60 м-.1500 руб. | |
| от 60 до 100 м-1000 руб. | |
| от 100м и выше-500 руб. | |
| Ультразвуковой и визуальный контроль качества (дефектоскопия) сварных соединений арматуры по ГОСТ 23858-79 (один стык). | от 10 до 30 шт- 1500 руб. |
| от 30 до 60 шт-1000 руб. | |
| от 60 до 100 шт-500 руб. | |
| от 100 и выше-300 руб. | |
| Ультразвуковой метод определения толщины стенок металлоконструкций и трубопроводов при одностороннем доступе с учетом коррозии металла по ГОСТ Р 55724-2013 (одно измерение). | 700 руб. |
Особенности и суть используемой методики
Ультразвуковой контроль позволяет выявить поверхностные и скрытые дефекты сварных швов
Ультразвуковой контроль сварных соединений (дефектоскопия, УЗК) является популярным методом неразрушающего контроля. Он является обязательным.
Ультразвуковой контроль представляет собой экспертизу, которая способна в кратчайшие сроки выявить:
- износ изделий,
- поверхностные или внутренние дефекты металлов и сплавов,
- качество изделия или отдельного сварного шва.
Суть методики заключается в обработке объекта ультразвуком. При контроле сварных соединений колебания последовательно излучаются в изделие. После этого они воспринимаются в качестве отраженной волны специальным оборудованием (дефектоскопом).
Полученные результаты анализируются.
В результате специалист может:
- Детализировать размеры дефекта.
- Определить вид повреждения, классифицируя его как протяженный или точечный.
- Установить форму дефекта (объемный или плоскостной).
- Выяснить глубину залегания деформации и решить другие задачи.
Ключевые параметры изъяна определяются в ходе ультразвуковой методики по времени распространения ультразвука внутри материала, из которого изготовлено изделие.
Традиционно ультразвуковой контроль сварных соединений проводится в диапазоне от 0,5 до 10 МГц. Специалисты могут выявить большое количество различных дефектов в изделиях из металла и целых строительных конструкциях. В некоторых случаях ультразвуковой контроль сварных швов выполняется импульсами с частотой до 20 МГц. При использовании данной методики можно обнаружить даже самые незначительные изъяны.
Низкочастотный контроль проводится для проверки объектов, обладающих значительной толщиной (отливка, поковка и др.), а также для оценки металлов с крупнозернистой структурой (медь, аустенитная сталь, чугун) и плохим проведением ультразвуковых импульсов.
С помощью проведения ультразвуковой экспертизы можно с легкостью определить такие дефекты сварного соединения, как:
- трещины в зоне рядом со швом,
- поры,
- непровар,
- расслоения металла,
- некачественность шва,
- свищи,
- коррозия,
- участки с искажением размера и несоответствием химического состава,
- провисание металла в нижней зоне шва.
Исследование сварного соединения можно проводить в таких металлах, как:
- медь,
- легированные и аустенитные стали,
- чугун и др.
Проверкам подвергаются следующие разновидности швов:
- плоские,
- продольные,
- кольцевые.
Также оцениваются:
- тавровые соединения,
- сварные стыки,
- сварные трубы.
Геометрические рамки УЗД
- Максимальная глубина залегания сварного соединения: 10 метров.
- Минимальная глубина сварных швов: 3-4 мм.
- Минимальная толщина шва: 8-10 мм (зависит от прибора).
- Максимальная толщина металла: 500-800 мм.
Основные методы УЗК
- Теневой метод. Данная методика заключается в контроле уменьшения амплитуды колебаний отраженного и прошедшего импульсов.
- Зеркально-теневой метод. При таком способе дефекты швов обнаруживаются по коэффициенту затухания отраженного ультразвукового колебания.
- Эхо-зеркальный метод. Данный способ, который также называют “Тандем”, заключается в использовании двух ультразвуковых аппаратов. Они работают одновременно и устанавливаются с одной стороны объекта. Сгенерированные колебания отражаются на приемник
- Дельта-метод. Основывается на контроле ультразвуковой энергии, которая отражается от дефекта.
- Эхо-метод. Данная методика основана на регистрации ультразвукового сигнала, который отражается от дефекта.
Отметим, что существуют и другие методики проведения экспертизы. Но именно вышеперечисленные являются самыми популярными. Они зарекомендовали себя благодаря простоте реализации и высокой эффективности.
Достоинства и недостатки УЗК
Ультразвуковая методика отличается множеством достоинств.
В их числе:
- Абсолютная безопасность для персонала. Ультразвуковые волны в отличие от рентгеновского излучения не наносят вреда человеку, который занимается контролем.
- Возможности использования методики на действующих объектах. При этом их не нужно выводить из эксплуатации даже на короткий срок.
- Мобильность. Современные УЗ-дефектоскопы являются портативными. Их можно использовать там, где необходимо. Приборы не занимают много места и отличаются относительно небольшим весом.
- Отсутствие риска повреждения исследуемого объекта. Изделия не разрушаются в ходе контроля.
- Невысокая стоимость. Ультразвуковой контроль доступен для многих организаций. Благодаря этому методика приобретает все большую популярность.
- Высокая точность и скорость проведения экспертизы сварных швов. На время исследования не нужно останавливать производство. Экспертиза может проводиться очень быстро. При этом ее результаты вы получите тут же.
К сожалению, метод не лишен недостатков.
К ним относят:
- Невозможность получения точных размеров дефектов. Одинаковые по размеру и форме изъяны, заполненные шлаком и воздухом, способны отражать импульсы по разному. Из-за этого при контроле могут возникать ошибки.
- Отсутствие возможности оценить все изъяны. Ультразвуковой контроль выявляет не 100% дефектов.
- Сложность анализа некрупных деталей небольшой толщины. Также усложняется процедура контроля швов на объектах сложной формы с криволинейной геометрией.
- Необходимость в подготовке металлических поверхностей. Перед контролем необходимо очищать изделия от ржавчины, окалины и иных загрязнений.
- Затрудненность исследования металлов с высокой зернистостью. Это связано с тем, что они способны "глушить" ультразвук.
- Необходимость в покрытии контролируемого участка специальным контактным составом. Обычно используются глицерин, машинное масло или особый гель. Данные составы обеспечивают оптимальный акустический контакт.
Несмотря на имеющиеся недостатки методика контроля является наиболее надежной. Она позволяет выявить многочисленные дефекты. Безусловно, операцию должны проводить специалисты. Только они способны грамотно истолковать результаты экспертизы и предоставить их вам.
Как проводится УЗК?
 Ультразвуковой дефектоскоп позволяет детализировать размеры дефекта сварного соединения
Ультразвуковой дефектоскоп позволяет детализировать размеры дефекта сварного соединения
- Удаление краски и ржавчины со сварочных швов. Операция проводится с обеих сторон на расстоянии 50-70 мм от соединения.
- Обработка поверхности металла около шва и самого шва специальным составом (маслом, глицерином и др.). Данная процедура позволяет существенно повысить точность результата дефектоскопии.
- Настройка прибора. Данная операция проводится по определенному стандарту. Он определяется в соответствии с конкретной задачей ультразвуковой дефектоскопии.
- Перемещение искателя вдоль шва (зигзагообразно).
- Максимальное разворачивание искателя при появлении устойчивого сигнала на экране прибора.
- Фиксация обнаруженных дефектов и их координат.
- Занесение данных проверки в специальную таблицу. По ней в дальнейшем вы сможете быстро обнаружить дефект и устранить его.
Важно! В России особенности экспертизы зафиксированы в ГОСТ Р 55724-2013. В данном государственном стандарте в полном объеме рассмотрены методики исследования различных типов швов, выполненных с использованием многочисленных способов сварки. Также в стандарте описаны стандартные образцы (эталоны), которые применяются для профессиональной настройки дефектоскопа.
Также различными нормативными документами устанавливаются и объемы экспертизы, а также используемые нормы оценки швов. В организациях, которые производят особо ответственные изделия, могут применяться собственные методические материалы. Они проверяются Ростехнадзором и иными контролирующими органами.
Основа безопасной эксплуатации
Дефектоскопия сварных соединений должна выполняться своевременно. Только в этом случае вы сможете предотвратить возникновение аварийных ситуаций.
К сожалению, многие вспоминают о необходимости использования УЗК только на финальной стадии производства. Однако это недопустимо.
Оценка сварных швов должна проводиться не перед пуском трубопровода или сдачей строительного объекта, а сразу же после подготовки конструкций и их отдельных элементов. Только в этом случае можно гарантировать правильную эксплуатацию объекта.
Не стоит рисковать и полностью отказываться от экспертизы сварных швов. Безответственный подход может стать причиной роста аварийности и даже возникновения настоящей техногенной катастрофы.
Также не следует доверять экспертизу неспециалистам. Они способны допустить ошибки, пропустить серьезный дефект. При этом компании-"однодневки" часто не несут никакой ответственности за проделанную работу.
Обратитесь к специалистам испытательной лаборатории "МИКРО"! Они являются настоящими профессионалами в ультразвуковом контроле. Все операции проводятся опытными мастерами в соответствии с установленными стандартами и требованиями.
Исследования в компании «Микро»: основные преимущества
- Внушительный опыт специалистов. Мы регулярно проводим оценку качества различных строительных конструкций и соединений. Специалистами оцениваются важнейшие параметры металлов.
- Доступность услуг. Мы не завышаем стоимость контроля. Благодаря этому к нам могут обращаться представители различных организаций, а также индивидуальные предприниматели.
- Соответствие работ установленным требованиям и наличие необходимых свидетельств и лицензий. Мы выполняем все проверки с соблюдением норм и правил. Это позволяет гарантировать предоставление не только объективных, но и абсолютно легальных результатов. Полученный вами результат экспертизы может быть предоставлен в различные контролирующие организации.
- Высокая скорость решения задач. Любые проверки металлических соединений проводятся в кратчайшие сроки. Уточнить время выполнения процедуры вы можете еще до ее начала.
- Предоставление профессиональной поддержки на любых этапах работ. Интересует стоимость работ? Хотите уточнить особенности проведения экспертизы? Наши специалисты ответят на все вопросы.
Обращайтесь! Быстро, грамотно и по выгодной стоимости мы проведем оценку металлических соединений. Это позволит вам обрести уверенность в высоком качестве выполненных работ и снизить многочисленные риски.
В зависимости от длины сварных швов скидки до 50%!!! ЗВОНИТЕ!!!
В наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свойства ультразвуковых волн
Метод ультразвуковой дефектоскопии металлов и других материалов впервые был разработан и практически осуществлен в Советском Союзе в 1928-1930 гг. проф. С. Я. Соколовым.
Ультразвуковые волны представляют собой упругие колебания материальной среды, частота которых лежит за пределами слышимости в диапазоне от 20 кгц (волны низкой частоты) до 500 Мгц (волны высокой частоты).
Ультразвуковые колебания бывают продольные и поперечные. Если частицы среды перемещаются параллельно направлению распространения волны, то такая волна является продольной, если перпендикулярно-поперечной. Для отыскания дефектов в сварных швах используют в основном поперечные волны, направленные под углом к поверхности свариваемых деталей.
Ультразвуковые волны способны проникать в материальные среды на большую глубину, преломляясь и отражаясь при попадании на границу двух материалов с различной звуковой проницаемостью. Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений.
Ультразвуковые колебания могут распространяться в самых различных средах - воздухе, газах, дереве, металле, жидкостях.
Скорость распространения ультразвуковых волн C определяют по формуле:
где f - частота колебаний, гц;
λ - длина волны, см.
Для выявления мелких дефектов в сварных швах следует пользоваться коротковолновыми ультразвуковыми колебаниями, так как волна, длина которой больше размера дефекта, может не выявить его.
Получение ультразвуковых волн
Ультразвуковые волны получают механическим, термическим, магнитострикционным (Магнитострикция - изменение размеров тела при намагничивании) и пьезоэлектрическим (Приставка «пьезо» означает «давить») способами.
Наиболее распространенным является последний способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли, титаната бария): если противоположные грани пластинки, вырезанной из кристалла, заряжать разноименным электричеством с частотой выше 20 000 гц, то в такт изменениям знаков зарядов пластинка будет вибрировать, передавая механические колебания в окружающую среду в виде ультразвуковой волны. Таким образом электрические колебания преобразовываются в механические.
В различных системах ультразвуковых дефектоскопов применяют генераторы высокой частоты, задающие на пьезоэлектрические пластинки электрические колебания от сотен тысяч до нескольких миллионов герц.
Пьезоэлектрические пластинки могут служить не только излучателями, но и приемниками ультразвука. В этом случае под действием ультразвуковых волн на гранях кристаллов-приемников возникают электрические заряды малой величины, которые регистрируются специальными усилительными устройствами.
Методы выявления дефектов ультразвуком
Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.)
Рис. 41. Схемы проведения ультразвуковой дефектоскопии
а - теневым; б - эхо импульсным методом; 1 - щуп-излучатель; 2 - исследуемая деталь; 3 - щуп приемник; 4 - дефект
При теневом методе (рис. 41, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта является границей двух разнородных сред (металл - шлак или металл - газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
При эхо-импульсном методе (рис. 41,6) щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Импульсные ультразвуковые дефектоскопы
Контроль сварных соединений осуществляется при помощи ультразвуковых дефектоскопов, которыми можно выявлять трещины» непровары, газовые и шлаковые включения в стыковых, угловых, тавровых и нахлесточных соединениях, выполненных дуговой, электрошлаковой, газовой и контактной сваркой. Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Электрическая схема дефектоскопов, состоящая из отдельных электронных блоков, смонтирована в металлическом кожухе, на передней панели которого находится экран электроннолучевой трубки и расположены рукоятки управления. Дефектоскопы укомплектованы призматическими щупами-искателями (рис. 42) с углами ввода ультразвукового луча 30, 40 и 50° (0,53; 0,7 и 0,88 рад). Придаются также и прямые щупы, при помощи которых ультразвуковые колебания вводятся перпендикулярно поверхности контролируемого изделия. Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.

Рис. 42. Конструктивная схема призматического щупа
1 - кольцо изоляционное; 2 - асбестовая прокладка; 3 - накладка контактная; 4 - втулка изоляционная; 5 - втулка; 6 - пластинка из титаната бария; 7 - корпус;8 - призма из плексигласа
В зависимости от количества щупов и схемы их включения ультразвуковые дефектоскопы могут быть двухщуповыми, в которых один щуп является излучателем, а другой приемником, или однощуповыми, где функция ввода и приема ультразвуковых колебаний выполняются одним щупом. Это возможно потому, что прием отраженного сигнала происходит во время пауз между импульсами, когда никаких других сигналов, кроме отраженных, на пьезоэлектрическую пластинку не поступает.
В качестве индикаторов дефектов применяются электроннолучевые трубки. Ряд дефектоскопов оснащен также световым (электрической лампочкой на искательной головке щупа) и звуковым (динамиком и телефонными наушниками) индикаторами.
Типовая блок-схема импульсного ультразвукового дефектоскопа, работающего по однощуповой схеме, приведена на рис. 43.

Рис. 43. Блок-схема импульсного ультразвукового дефектоскопа УЗД-7Н
1 - задающий генератор; 2 - генератор импульсов; 3 - пьезоэлектрический щуп; 4 - генератор развертки; 5 - приемный усилитель; 6 - электроннолучевая трубка; 7 - контролируемое изделие
Задающий генератор, питаемый переменным током, вырабатывает электрические колебания, передаваемые на генератор импульсов и пьезоэлектрический щуп. В последнем высокочастотные электрические колебания преобразуются в механические колебания ультразвуковой частоты и посылаются в контролируемое изделие. В интервалах между отдельными посылами высокочастотных импульсов пьезоэлектрический щуп при помощи электронного коммутатора подключается к приемному усилителю, который усиливает полученные от щупа отраженные колебания и направляет их на экран электроннолучевой трубки. Таким образом, пьезоэлектрический щуп попеременно работает как излучатель и приемник ультразвуковых волн.
Генератор развертки обеспечивает развертку электронного луча трубки, который прочерчивает на экране электроннолучевой трубки светящуюся линию с пиком начального импульса.
При отсутствии дефекта в контролируемом изделии импульс дойдет до нижней поверхности изделия, отразится от нее и возвратится в пьезоэлектрический щуп. В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
Если на пути прохождения ультразвука встретится дефект, то часть волн отразится от него раньше, чем донный сигнал достигнет пьезоэлектрического щупа. Эта часть волн усиливается приемным усилителем, подается на электроннолучевую трубку и на ее экране между начальным и донным импульсами возникнет пик импульса от дефекта.
Благодаря синхронной работе генератора развертки луча, генератора импульсов и других устройств дефектоскопа взаимное расположение импульсов на экране электроннолучевой трубки характеризует глубину расположения дефекта. Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Методика ультразвукового контроля
Перед началом ультразвукового контроля зачищают поверхность сварного соединения на расстоянии 50-80 мм с каждой стороны шва, удаляя брызги металла, остатки шлака и окалину. Зачистку выполняют ручной шлифовальной машинкой, а при необходимости еще и напильником или наждачной шкуркой.
Чтобы обеспечить акустический контакт между щупом-искателем и изделием, зачищенную поверхность металла непосредственно перед контролем тщательно протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло.
Затем проверяют правильность показаний дефектоскопа на эталонах сварных швов с заранее определенными дефектами.
Контроль стыковых соединений проводят путем поочередной установки щупа по обеим сторонам проверяемого шва.

Рис. 44. Схема проведения ультразвукового контроля
а - перемещение призматического щупа по поверхности изделия; б - контроль прямым лучом; в - контроль отраженным лучом
В процессе контроля щуп-искатель плавно перемещают вдоль обеих сторон шва по зигзагообразной линии (рис. 44, а), систематически поворачивая его на 5-10° в обе стороны для выявления различно расположенных дефектов.
Прозвучивание производят как прямым (рис. 44, б), так и отраженным (рис. 44, в) лучом. Стыковые соединения при толщине металла более 20 мм обычно проверяют прямым лучом. При толщине металла менее 20 мм усиление шва не дает возможности установить щуп так, чтобы ультразвуковой луч проходил через корень шва. В этих случаях контроль осуществляют однократно или двукратно отраженными лучами. При толщине металла менее 8 мм его прозвучивают многократно отраженным лучом.
Пределы перемещения щупа поперек шва зависят от угла ввода луча и способа прозвучивания и определяются по номограммам, прилагаемым к инструкции на эксплуатацию дефектоскопа. Чтобы обеспечить перемещение щупов в заданных пределах, их устанавливают в специальный держатель (рис. 45).
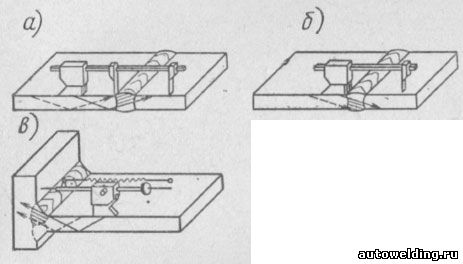
Рис. 45. Держатели призматических щупов
а - для контроля стыковых швов отраженным лучом; б - для контроля стыковых швов прямым лучом; в - для контроля угловых швов

Рис. 46. Схема определения размеров дефекта в стыковом шве
а - протяженности l; б - высоты h

Рис. 47. Конструктивная схема жидкостного глубиномера
1 - генератор дефектоскопа; 2 - цилиндр; 3 - компенсирующий объем; 4 - глубиномер; 5 - механизм перемещения поршня; 6 - жидкость; 7 - поршень; 8 - пьезоэлектрическая пластинка
При обнаружении дефекта в сварном шве на экране дефектоскопа появляется импульс. Условную протяженность его измеряют длиной зоны перемещения щупаискателя вдоль шва, в пределах которой наблюдается появление и исчезнование импульса (рис. 46, а). Условную высоту дефекта определяют как разность глубин, измеренных в крайних положениях щупаискателя, в которых появляется и исчезает импульс при перемещении щупа перпендикулярно оси шва (рис. 46, б). Условную высоту дефектов, имеющих большую протяженность, измеряют в месте, где импульс от дефекта имеет наибольшую амплитуду.
Глубину залегания дефекта определяют при помощи глубиномеров. Жидкостной глубиномер (рис. 47) состоит из пьезоэлектрической пластинки, которая возбуждается от генератора дефектоскопа одновременно с основной излучающей пьезоэлектрической пластинкой щупаискателя. Эта пластинка помещена в цилиндр с компенсирующим объемом. Цилиндр наполнен жидкостью и имеет поршень, связанный со шкалой глубиномера. При прозвучивании сварного шва на экране электроннолучевой трубки вместе с начальным и донным сигналом появляется так называемый служебный импульс, отраженный от поршня цилиндра глубиномера. Положение его на экране трубки дефектоскопа определяется положением поршня в цилиндре. Передвигая поршень, совмещают служебный импульс с импульсом, отраженным от дефекта, и по шкале глубиномера определяют глубину залегания дефекта. При совмещении поршня с донным импульсом можно определить толщину металла. Подобные глубиномеры могут быть присоединены к любому ультразвуковому импульсному дефектоскопу.
Повышения скорости контроля можно достичь применением несложных устройств (рис. 48), позволяющих осуществлять перемещение дефектоскопа вдоль шва и возвратно-поступательное движение щупа. Щуп-искатель устанавливается на тележке устройства и соединяется с ультразвуковым дефектоскопом. На этой же тележке находится механизм передвижения, состоящий из электродвигателя мощностью 12 вт, червячных пар и кривошипного механизма.

Рис. 48. Схема автоматизированного контроля стыков трубопроводов с помощью специального приспособления
1 - контрольный механизм; 2 - труба; 3 - роликовая цепь; 4 - коробка со щупом; 5 - ультразвуковой дефектоскоп
Значительно увеличивается надежность и скорость контроля при использовании автоматического ультразвукового дефектоскопа ДАУЗ-169, позволяющего контролировать сварные соединения при толщине листов от 6 до 16 мм. Он представляет собой датчик, установленный на автоматически передвигающейся каретке, соединенной гибким кабелем со шкафом с электронными блоками.
Дефекты регистрируются записью на диаграммной ленте и краскоотметчиком на контролируемом шве, работа которого дублируется световой сигнализацией. Скорость контроля составляет 1 м/мин. Применение его значительно увеличивает надежность и производительность процесса контроля сварных швов.
Оформление результатов контроля
Результаты ультразвуковой дефектоскопии согласно ГОСТ 14782-69 фиксируют в журнале или в заключении, обязательно указывая:
а) тип сварного соединения; индексы, присвоенные данному изделию и сварному соединению; длину проконтролированного участка шва;
б) технические условия, по которым выполнялась дефектоскопия;
в) тип дефектоскопа;
г) частоту ультразвуковых колебаний;
д) угол ввода луча в контролируемый металл или тип искателя, условную или предельную чувствительность;
е) участки шва, которые не подвергались дефектоскопии;
ж) результаты дефектоскопии;
з) дату дефектоскопии;
и) фамилию оператора.
При сокращенном описании результатов дефектоскопии каждую группу дефектов указывают отдельно.
Характеристика протяженности дефекта обозначается одной из букв А, Б, В. Цифрами обозначают: количество дефектов в шт.; условную протяженность дефекта в мм; наибольшую глубину залегания дефекта в мм; наибольшую условную высоту дефекта в мм.
Буква А указывает, что протяженность дефекта не превышает допускаемую техническими условиями. Буква Б используется для характеристики дефекта большей протяженности, чем типа А. Буквой В обозначают группу дефектов, отстоящих друг от друга на расстоянии не более величины условной протяженности для дефектов типа А.
Ниже приводится пример сокращенной записи результатов дефектоскопии в журнале или в заключении.
На участке шва сварного соединения С15 (ГОСТ 5264-69), обозначенном индексом МН-2, длиной 800 мм обнаружены: два дефекта типа А на глубине 12 мм, один дефект типа Б условной протяженностью 16 мм на глубине 14-22 мм, условной высотой 6 мм и один дефект типа В условной протяженностью 25 мм на глубине 5-8 мм.
Сокращенная запись результатов испытания выглядит так:
С15, МН-2, 800; А-2-12; Б-1-16-22-6; В-1-25-8.
Техника безопасности при ультразвуковом контроле
К работе с ультразвуковыми дефектоскопами допускают лиц, прошедших инструктаж по правилам техники безопасности и имеющих соответствующее удостоверение. Перед проведением контроля на большой высоте, в труднодоступных местах или внутри металлоконструкций оператор проходит дополнительный инструктаж, а его работу контролирует служба техники безопасности.
Ультразвуковой дефектоскоп при работе заземляют медным проводом сечением не менее 2,5 мм 2 . Работать с незаземленным дефектоскопом категорически запрещается. При отсутствии на рабочем месте розетки подключать и отключать дефектоскоп может только дежурный электрик.
Запрещается проводить контроль вблизи сварочных работ при отсутствии защиты от лучей электрической дуги.
Л.П. Шебеко, А.П. Яковлев. "Контроль качества сварных соединений"
Нет практически ни одной отрасли промышленности, где бы не осуществлялись сварочные работы. Подавляющее большинство металлоконструкций монтируются и соединяются между собой посредством Само собой, от качества проведения такого рода работ в перспективе зависит не только надёжность возводимого здания, сооружения, машины или какого-либо агрегата, но и безопасность людей, которые будут каким-то образом взаимодействовать с этими конструкциями. Поэтому для обеспечения надлежащего уровня выполнения подобных операций применяется ультразвуковой контроль сварочных швов, благодаря которому можно выявить наличие или же отсутствие различных дефектов в месте соединения металлических изделий. О данном передовом методе контроля и пойдет речь в нашей статье.
История возникновения
Ультразвуковая дефектоскопия как таковая была разработана в 30-х годах. Однако первый реально работающий прибор появился на свет лишь в 1945 году благодаря компании Sperry Products. На протяжении последующих двух десятилетий новейшая технология контроля получила всемирное признание, резко возросло количество производителей подобной техники.
Цена которого на сегодняшний день начинается от 100000 -130000 тысяч рублей, изначально в своей основе содержал вакуумные трубки. Такие приборы отличались громоздкостью и большим весом. Работали они исключительно от источников питания с переменным током. Но уже в 60-х годах, с появлением полупроводниковых схем, дефектоскопы значительно уменьшились в размерах и получили возможность работать от батарей, что позволило в итоге применять устройства даже в полевых условиях.
Шаг в цифровую реальность
На ранних этапах описываемые приборы применяли аналоговую обработку сигналов, за счет чего, как и многие другие подобные устройства, были подвержены дрейфу в момент калибровки. Но уже в 1984 году компания Panametrics дала путевку в жизнь первому портативному цифровому дефектоскопу под названием EPOCH 2002. С этого момента цифровые агрегаты стали высоконадежным оборудованием, идеально обеспечивающим необходимую стабильность калибровки и измерений. Ультразвуковой дефектоскоп, цена которого напрямую зависит от его технических характеристик и марки предприятия-изготовителя, получил также функцию регистрации данных и возможность передачи показаний на персональный компьютер.
В современных условиях все больше и больше вызывают интерес системы с фазированными решетками, в которых используется сложная технология на базе многоэлементных пьезоэлектрических элементов, генерирующих направленные лучи и создающих поперечные изображения, схожие с медицинской ультразвуковой визуализацией.

Сфера применения
Ультразвуковой метод контроля применяется в любом направлении промышленности. Применение его показало, что он может быть одинаково эффективно использован для проверки почти всех типов сварных соединений в строительстве, которые имеют толщину свариваемого основного металла более 4 миллиметров. Кроме того, метод активно используется для проверки соединения стыков газо- и нефтепроводов, различных гидравлических и водопроводных систем. А в таких случаях, как контроль швов большой толщины, полученных в результате ультразвуковая дефектоскопия - единственно приемлемый метод осуществления контроля.
Окончательное решение о том, годна ли деталь или сварочный шов к эксплуатации принимается на основе трех основополагающих показателей (критериев) - амплитуды, координат, условны размеров.
В целом же ультразвуковой контроль - именно тот метод, который является самым плодотворным с точки зрения формирования изображений в процессе изучения шва (детали).

Причины востребованности
Описываемый метод контроля с применением ультразвука хорош тем, что он обладает гораздо более высокой чувствительностью и достоверностью показаний в процессе обнаружения дефектов в виде трещин, меньшей стоимостью и высокой безопасностью в процессе использования по сравнению с классическими методами радиографического контроля. На сегодняшний день ультразвуковой контроль сварных соединений применяется в 70-80% случаев проверок.
Ультразвуковые преобразователи
Без применения этих устройств неразрушающий контроль ультразвуковой просто немыслим. Приспособления служат для формирования возбуждения, а также приема колебаний ультразвука.
Агрегаты бывают различными и подлежат классификации по:
- Способу создания контакта с исследуемым изделием.
- Способу подключения пьезоэлементов в электросхему самого дефектоскопа и дислокации электрода относительно пьезоэлемента.
- Ориентации акустической относительно поверхности.
- Числу пьезоэлементов (одно-, двух-, многоэлементные).
- Ширине полосы рабочих частот (узкополосные - полоса менее одной октавы, широкополосные - полоса пропускания превышает одну октаву).
Измеряемые характеристики дефектов
В мире техники и промышленности всем руководит ГОСТ. Ультразвуковой контроль (ГОСТ 14782-86) в этом вопросе также не является исключением. Стандарт регламентирует, что дефекты измеряются по следующим параметрам:
- Эквивалентной площади дефекта.
- Амплитуде эхосигнала, которую определяют с учетом расстояния до дефекта.
- Координатам дефекта в точке сваривания.
- Условным размерам.
- Условному расстоянию между дефектами.
- Количеству дефектов на выделенной длине сварного шва или соединения.

Эксплуатация дефектоскопа
Неразрушающий контроль, коим является ультразвуковой, имеет собственную методику использования, которая гласит, что основной измеряемый параметр - амплитуда эхосигнала, полученная непосредственно от дефекта. Для дифференциации эхосигналов по величине амплитуды фиксируется так называемый браковочный уровень чувствительности. Он, в свою очередь, настраивается при помощи стандартного образца предприятия (СОП).
Начало эксплуатации дефектоскопа сопровождается его настройкой. Для этого выставляется браковочная чувствительность. После этого в процессе проводимых ультразвуковых исследований осуществляется сравнение полученного эхосигнала от обнаруженного дефекта с зафиксированным браковочным уровнем. В случае, если измеренная амплитуда будет превышать браковочный уровень, специалисты принимают решение, что такой дефект является недопустимым. Тогда шов или изделие бракуется и отправляется на доработку.
Наиболее часто встречающимися дефектами свариваемых поверхностей являются: непровар, неполное проплавление, растрескивание, пористость, шлаковые включения. Именно эти нарушения эффективно выявляет дефектоскопия с использованием ультразвука.
Варианты исследований ультразвуком
С течением времени процесс проверки получил несколько действенных методов изучения сварочных соединений. Ультразвуковой контроль предусматривает довольно большое количество вариантов акустического исследования рассматриваемых металлоконструкций, однако наибольшую популярность получили:
- Эхо-метод.
- Теневой.
- Зеркально-теневой метод.
- Эхо-зеркальный.
- Дельта-метод.
Метод номер один
Чаще всего в промышленности и железнодорожном транспорте применяется эхо-импульсный метод. Именно благодаря ему диагностируется более 90% всех дефектов, что становится возможным за счет регистрации и анализа почти всех сигналов, отраженных от поверхности дефекта.
Сам по себе данный метод основывается на прозвучивании металлического изделия импульсами ультразвуковых колебаний с последующей их регистрацией.
Достоинствами метода являются:
Возможность одностороннего доступа к изделию;
Довольно высокая чувствительность к внутренним дефектам;
Высочайшая точность определения координат обнаруженного дефекта.
Однако имеются и недостатки, в числе которых:
Невысокая устойчивость к помехам поверхностных отражателей;
Сильная зависимость амплитуды сигнала от расположения дефекта.
Описываемая дефектоскопия подразумевает под собой посылку в изделие искателем ультразвуковых импульсов. Прием ответного сигнала происходит им же или же вторым искателем. При этом сигнал может отражаться как непосредственно от дефектов, так и от противоположной поверхности детали, изделия (шва).

Теневой метод
Он основывается на подробном анализе амплитуды ультразвуковых колебаний, передающихся от излучателя к приемнику. В случае, когда происходит уменьшение данного показателя, это сигнализирует о наличии дефекта. При этом чем больше размеры самого дефекта, тем будет меньше амплитуда получаемого приемником сигнала. Для получения достоверной информации следует располагать излучатель и приемник соосно на противоположных сторонах исследуемого объекта. Недостатками данной технологии можно считать низкую чувствительность в сравнении с эхо-методом и сложность ориентирования ПЭП (пьезоэлектрических преобразователей) относительно центральных лучей диаграммы направленности. Однако есть и достоинства, которые заключаются в высокой устойчивости к помехам, малой зависимости амплитуды сигнала от расположения дефекта, отсутствии мёртвой зоны.
Зеркально-теневой метод
Данный ультразвуковой контроль качества чаще всего используется для контроля сваренных между собой стыков арматуры. Основной признак того, что дефект обнаружен, заключается в ослаблении амплитуды сигнала, который отражается от расположенной напротив поверхности (чаще всего ее называет донной). Главное достоинство метода - чёткое обнаружение разнообразных дефектов, дислокацией которых является корень шва. Также метод характеризуется возможностью одностороннего доступа ко шву или детали.

Эхо-зеркальный метод
Самый эффективный вариант обнаружения вертикально расположенных дефектов. Проверка осуществляется с помощью двух ПЭП, которые перемещают по поверхности возле шва с одной стороны от него. При этом их движение производят таким образом, чтобы зафиксировать одним ПЭП сигнал, излучаемый от другого ПЭП и дважды отразившийся от имеющегося дефекта.
Главное преимущество метода: с его помощью можно оценить форму дефектов, величина которых превышает 3 мм и которые отклоняются в вертикальной плоскости более чем на 10 градусов. Самое главное - использовать ПЭП с одинаковой чувствительностью. Такой вариант активно применяется для проверки толстостенных изделий и их сварочных швов.
Дельта-метод
Указанный ультразвуковой контроль сварных швов использует ультразвуковую энергию, переизлученную дефектом. Поперечная волна, которая падает на дефект, отражается частично зеркально, частично преобразовывается в продольную, а также переизлучает дифрагированную волну. В итоге происходит улавливание требуемых волн ПЭП. Недостатком метода можно считать зачистку шва, довольно высокую сложность расшифровки полученных сигналов во время контроля сваренных соединений толщиной до 15 миллиметров.

Преимущества ультразвука и тонкости его применения
Исследования сварных соединений с помощью звука высокой частоты - это, по сути, неразрушающий контроль, ведь такой метод не способен нанести каких-либо повреждений исследуемому участку изделия, но при этом довольно точно определяет наличие дефектов. Также особого внимания заслуживает низкая стоимость проводимых работ и их высокая скорость выполнения. Немаловажно и то, что метод абсолютно безопасен для здоровья человека. Все исследования металлов и сварных швов на основе ультразвука проводятся в диапазоне от 0,5 МГц до 10 МГц. В некоторых случаях возможно проведение работ с использованием ультразвуковых волн, имеющих частоту 20 МГц.
Анализ сварного соединения посредством ультразвука должен обязательно сопровождаться проведением целого комплекса подготовительных мер, таких как очистка исследуемого шва или поверхности, нанесение на контролируемый участок специфических контактных жидкостей (гели специального назначения, глицерин, масло машинное). Все это делается для обеспечения надлежащего стабильного акустического контакта, который в итоге обеспечивает получение необходимой картинки на приборе.
Невозможность использования и недостатки
Ультразвуковой контроль абсолютно нерационально применять для обследования сварочных соединений металлов, имеющих крупнозернистую структуру (например, чугуна или же аустенитного шва с толщиной более 60 миллиметров). А все потому, что в таких случаях происходит достаточно большое рассеивание и сильное затухание ультразвука.
Также не представляется возможным однозначно полноценно охарактеризовать обнаруженный дефект (вольфрамовое включение, шлаковое включение и др.).
Выбор по производителю
Не выбрано Компьютерная радиография DUERR NDT / DÜRR NDT АКС Синтез НДТ Proceq SA НПЦ Кропус Константа Центр МЕТ Bosello High Technology SaluTron® Messtechnik GmbH ЗИО "ПОЛАРИС" НПП «Промприбор» ЭЛИТЕСТ Промтест Bruker ТОЧПРИБОР FUTURE-TECH CORP. OXFORD Instruments Амкро Ньюком-НДТ Sonotron NDT YXLON International Array Corporation Raycraft General Electric Vidar systems corporation ООО «Арсенал НК» Echo Graphic НПП "Машпроект"
Ультразвуковая дефектоскопия
21.06.2017
Ультразвуковая дефектоскопия – один из методов неразрушающего контроля. Свойство ультразвука распространяться в однородной среде направленно и без существенных затуханий, а на границе раздела двух сред (например, металл – воздух) почти полностью отражаться, позволило применить ультразвуковые колебания для выявления дефектов (раковины, трещины, расслоения и т.п.) в металлических деталях без их разрушения.
Ультразвуковая дефектоскопия - метод, позволяющий осуществлять поиск дефектов в материале ОК (объекта контроля) путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа времени их прихода, амплитуды, формы и других характеристик с помощью специального оборудования - ультразвуковых дефектоскопов . Сейчас УЗ дефектоскопия, наряду с радиографическим контролем , является одним из самых распространенных методов неразрушающего контроля.
Первые попытки осуществить неразрушающий контроль ультразвуковой волной предпринимались с 1930 года. А уже спустя 20 лет ультразвуковой контроль качества сварных соединений приобрел наибольшую популярность по сравнению с другими методами контроля качества сварки. Кроме того, для некоторых изделий он стал обязательным.
Наиболее распространенным способом возбуждения ультразвуковых волн в контролируемом объекте и приема волн, прошедших через объект, является использование пьезоэлектрических преобразователей. Для возбуждения волн используется обратный пьезоэлектрический эффект, а для их приема – прямой пьезоэлектрический эффект. Для возбуждения и приема волн могут использоваться два раздельных преобразователя, либо может использоваться совмещенный преобразователь, выполняющий функции излучателя и приемника. Между объектом и преобразователем обычно необходимо создание прослойки контактной жидкости, так как при наличии между ними слоя воздуха эффективность излучения и приема волн будет резко снижаться из-за существенного различия акустического сопротивления воздуха и контролируемого материала (материала преобразователя).
Ультразвуковая дефектоскопия сварных швов
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, высокой точности, высокой чувствительности к любым внутренним (объёмным - поры, металлические и неметаллические включения; плоскостным - непровары, трещины), а также внешним, то есть поверхностным дефектам сварных швов (подрезы, обнижения валика усиления и т. п.).Ультразвуковой контроль сварных соединений и материалов основывается на возможности ультразвука распространяться в контролируемом изделии, отражаясь от границ материалов и внутренних дефектов. Звуковые волны в однородном материале при ультразвуковом контроле не изменяют траектории движения. Дефекты в металле, возникающие при сварке и литье, как правило, представляют собой газовые включения. Так как газ имеет акустическое сопротивление на 5 порядков меньше, чем металл, то ультразвуковая волна практически полностью отражается от дефекта (при условии, что размер дефекта больше половины длины волны). При размерах дефекта меньше половины длины волны ультразвуковая волна огибает дефект, то есть наблюдается дифракция. Разрешающая способность ультразвуковой дефектоскопии, то есть минимальный размер дефекта, который может быть выявлен с помощью этого метода, определяется длиной волны. Для повышения разрешающей способности стараются увеличить частоту используемых при контроле колебаний. Недостатком является то, что с увеличением частоты снижается проникающая способность ультразвука. В связи с этим выбор частоты колебаний требует нахождения определенного компромисса между разрешающей способностью и проникающей способностью.
При ультразвуковой дефектоскопии сварных соединений используется, в основном, эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Методы ультразвуковой дефектоскопии
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный, эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод (разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко наиболее распространенные из них.1. Эхо-импульсный метод . Он заключается в направлении акустической волны на сварное соединение и регистрации отражённой волны от дефекта. При таком методе источником и приёмником волн выступает один преобразователь (схема а) на рисунке.
2. Теневой метод . Такой метод ультразвуковой дефектоскопии заключается в использовании двух преобразователей, установленных на разные стороны сварного соединения. При таком методе один из преобразователей генерирует акустические волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен быть расположен строго по направлению движения волны, переданной излучателем. При таком методе признаком дефекта является пропадание ультразвуковых колебаний. В потоке ультразвука получается глухая область, это означает, что волна на этом участке не преодолела сварной дефект (схема б) на рисунке.
3. Эхо-зеркальный метод . Он также заключается в использовании двух преобразователей, но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником ультразвуковые колебания отражаются от дефекта и регистрируются приёмником. На практике такой метод получил широкое распространение для поиска дефектов, расположенных перпендикулярно поверхности сварного соединения, например, сварных трещин (схема в) на рисунке.
4. Зеркально-теневой метод . По своей сути представляет собой теневой метод, но преобразователи располагаются не на противоположных поверхностях сварного соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых волн, а поток, отражённый от второй поверхности сварного соединения. Признаком дефекта является пропадание отражённых колебаний (схема г) на рисунке.
Принцип ультразвукового контроля
Ультразвуковой контроль сварных соединений относится к неразрушающим методам контроля варки и является одним из наиболее применяемых методов. Акустические ультразвуковые волны способны распространяться внутри твёрдого тела на значительную глубину. Волны отражаются от границ или от нарушений сплошности, т.к. они обладают другими акустическими свойствами.Направляя ультразвуковые волны на сварное соединение с помощью специальных приборов - ультразвуковых дефектоскопов и улавливая отражённые сигналы, на экране дефектоскопа отображаются импульсы излученной и отражённой волн. По расположению этих импульсов и по их интенсивности, можно судить о расположении дефектов, их величине и определить характер сварного дефекта.
При контроле сварных швов необходимо тщательно выполнить прозвучивание всего металла сварного шва. Существуют способы прозвучивания прямой и отражённой волной. Прямой волной прозвучивают нижнюю часть шва, а отражённой волной - верхнюю.
Параметры оценки дефектов при ультразвуковом контроле
Чувствительность ультразвукового контроля определяется наименьшим размером дефекта (или эталонного отражателя), который возможно выявить. Роль эталонных отражателей часто играют плоскодонные отверстия, расположенные перпендикулярно направлению прозвучивания, а также боковые отверстия или зарубки.Разрешающая способность эхо-метода определяется минимальным расстоянием между двумя дефектами, при котором их можно определить, как раздельные дефекты, а не как один.
При ультразвуковом контроле выявленный дефект оценивают, исходя из следующих параметров: амплитуды ультразвуковой волны, условной протяжённости, высоты и ширины дефекта, и его формы.
Условную длину сварного дефекта определяют длиной перемещения излучателя вдоль соединения, на протяжении которой фиксируется эхо-сигнал, исходящий от дефекта. Таким же образом, при перемещении излучателя по нормали к сварному соединению, можно определить условную ширину дефекта.
Условную высоту оценивают, исходя из разности интервалов времени между излучённой и отражённой от дефекта волной при крайних положениях излучателя.
Определить истинную величину сварного дефекта при ультразвуковом контроле очень часто оказывается затруднительно. Поэтому, чаще всего стремятся вычислить его эквивалентные величины (площадь или диаметр). Эквивалентной площадью сварного дефекта принято считать, к примеру, площадь плоскодонного отверстия в образце, амплитуда отражённой волны от которого равна амплитуде отражённой волны в проверяемом шве. Почти во всех случаях вычисленная эквивалентная площадь дефекта меньше его настоящей площади.
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД – ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка , выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов – это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в ) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
- расстояние до дефекта – по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта – по амплитуде отраженного импульса.
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 – 79), которые отличаются между собой только способом регистрации и оценки данных:
- Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
- Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
- Эхо-зеркальный метод или “Тандем” . Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
- Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
- Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Откуда колебания волны?
Проводим контрольПрактически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8-2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1-5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Процедура проведения дефектоскопии
- Удаляется краска и со сварочных швов и на расстоянии 50 – 70 мм с двух сторон.
- Для получения более точного результата УЗД требуется хорошее прохождение ультразвуковых колебаний. Поэтому поверхность металла около шва и сам шов обрабатываются трансформаторным, турбинным, машинным маслом или солидолом, глицерином.
- Прибор предварительно настраивается по определенному стандарту, который рассчитан на решения конкретной задачи УЗД. Контроль:
- толщины до 20 мм – стандартные настройки (зарубки);
- свыше 20 мм – настраиваются АРД-диаграммы;
- качества соединения – настраиваются AVG или DGS-диаграммы.
- Искатель перемещают зигзагообразно вдоль шва и при этом стараются повернуть вокруг оси на 10-15 0 .
- При появлении устойчивого сигнала на экране прибора в зоне проведения УЗК, искатель максимально разворачивают. Необходимо проводить поиск до появления на экране сигнала с максимальной амплитудой.
- Следует уточнить: не вызвано ли наличие подобного колебания отражением волны от швов, что часто бывает при УЗД.
- Если нет, то фиксируется дефект и записываются координаты.
- Контроль сварных швов проводится согласно ГОСТу за один или два прохода.
- Тавровые швы (швы под 90 0) проверяются эхо-методом.
- Все результаты проверки дефектоскопист заносит в таблицу данных, по которой можно будет легко повторно обнаружить дефект и устранить его.
Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
- Трещины в околошовной зоне;
- поры;
- непровары шва;
- расслоения наплавленного металла;
- несплошности и несплавления шва;
- дефекты свищеобразного характера;
- провисание металла в нижней зоне сварного шва;
- зоны, пораженные коррозией,
- участки с несоответствием химического состава,
- участки с искажением геометрического размера.
Подобную УЗД возможно осуществить в следующих металлах:
- медь;
- аустенитные стали;
- и в металлах, которые плохо проводят ультразвук.
УЗД проводится в геометрических рамках:
- На максимальной глубине залегания шва – до 10 метров.
- На минимальной глубине (толщина металла) – от 3 до 4 мм.
- Минимальная толщина шва (в зависимости от прибора) – от 8 до 10 мм.
- Максимальная толщина металла – от 500 до 800 мм.
Проверки подвергаются следующие виды швов:
- плоские швы;
- продольные швы;
- кольцевые швы;
- сварные стыки;
- тавровые соединения;
- сварные .
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу – УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
- в области аналитической диагностики узлов и агрегатов;
- когда необходимо определить износ труб в магистральных трубопроводах;
- в тепловой и атомной энергетике;
- в машиностроении, в нефтегазовой и химической промышленности;
- в сварных соединениях изделий со сложной геометрией;
- в сварных соединениях металлов с крупнозернистой структурой;
- при установке ( соединений) котлов и узлов оборудования, которое поддается влиянию высоких температур и давления или влиянию различных агрессивных сред;
- в лабораторных и полевых условиях.
 Испытания в полевых условиях
Испытания в полевых условиях К преимуществам ультразвукового контроля качества металлов и сварных швов относятся:
- Высокая точность и скорость исследования, а также его низкая стоимость.
- Безопасность для человека (в отличие, к примеру, от рентгеновской дефектоскопии).
- Возможность проведения выездной диагностики (благодаря наличию портативных ультразвуковых дефектоскопов).
- Во время проведения УЗК не требуется выведения контролируемой детали или всего объекта из эксплуатации.
- При проведении УЗД проверяемый объект не повреждается.
К основным недостаткам УЗК можно отнести:
- Ограниченность полученной информации о дефекте;
- Некоторые трудности при работе с металлами с крупнозернистой структурой, которые возникают из-за сильного рассеяния и затухания волн;
- Необходимость проведения предварительной подготовки поверхности шва.
Похожие записи:
 Пошаговая инструкция: как открыть прибыльный продуктовый магазин Как открыть продуктовый магазин с нуля
Пошаговая инструкция: как открыть прибыльный продуктовый магазин Как открыть продуктовый магазин с нуля
 Как купить лучшие и интересные необычные товары из Китая для дома, подарков и продажи на Алиэкспресс на русском языке?
Как купить лучшие и интересные необычные товары из Китая для дома, подарков и продажи на Алиэкспресс на русском языке?
 Как проводится мерчендайзинг колбасных изделий и сыров?
Как проводится мерчендайзинг колбасных изделий и сыров?
 Бизнес идеи для начинающих
Бизнес идеи для начинающих
 Как раскрутить салон красоты в спальном районе: практические рекомендации и пошаговая инструкция
Как раскрутить салон красоты в спальном районе: практические рекомендации и пошаговая инструкция





